|

This LT1 core is from an F-body.
|

The main caps are standard 2-bolt. We have a set of new old
stock ProGram billet splayed main caps that will be installed.
|
|

The engine was in generally good shape except for #7 piston top
ring.
|

|
|

The stock crank is in good shape. This can be used for a hot
LT1-355
|

The block is out to the machine shop for a
bore/hone/clean/deck/install main caps. Callies Dragonslayer
crankshaft is on order.
|
|

Measuring for the call to Callies.
|

Piston is the flat top Mahle SBC125030F05 at 409.5g All
total with pins, rings and locks we have 564g. SCAT rods are
423/161g and bearings area 43.5g. Bobweight is 1662g
|
|

The block has returned after a long delay at the main cap
shop. Now painted with POR15 engine black
|

|
|

|

Verification of crank main journal size. 2.4480"
|
|

|

Clevite H series main bearings.
|
|

I set these a tad on the tighter side.
|

0.0015 to .0025"
|
|

Cleaning the cylinders prior to ring gapping.
|

|
|

1st ring at 0.020"
|

|
|

2nd ring at 0.018"
|

SCAT 6" I-beam rods with 7/16" rod bolts.
|
|

With Clevite HN standard size bearings most rods come in at
0.0020"
|

|
|

Compressing the oil rings. These 3mm rings are tricky.
|

The bore is clean and oiled and ready for pistons.
|

One rod and piston combo installed to check piston to deck height.
|

Oil galley plug installed.
|
|

Photos out of sequence. Here is the rear main bearing.
Notice it does not align with the oil hole in the block
|

The oil hole needs to be widened.
|
|

Premium cam bearings.
|

crank in and all caps torqued. Main bearing cap thrust at
.006"
|
|

Heavy duty timing set.
|

Crank sprocket at the "O"
|
|

New water pump gear.
|

|
|

All rods had to be clearanced in this location to clear the
camshaft, (except rods #4,6,8).
|

All rods clear the block.
|
|

Rod side clearance .016"
|

Melling 10552 oil pump.
|
|

Oil dip-stick and tube
modified to clear splayed main cap.
|

|
|

|

|
|

Cam degree check (ICL @ 106.5).
The camshaft is the Crane 109831, (GM 846).
|

Better late than never. Here is
a photo of the camshaft.
|
|

|

0.026" Mr. Gasket head gasket
|
|

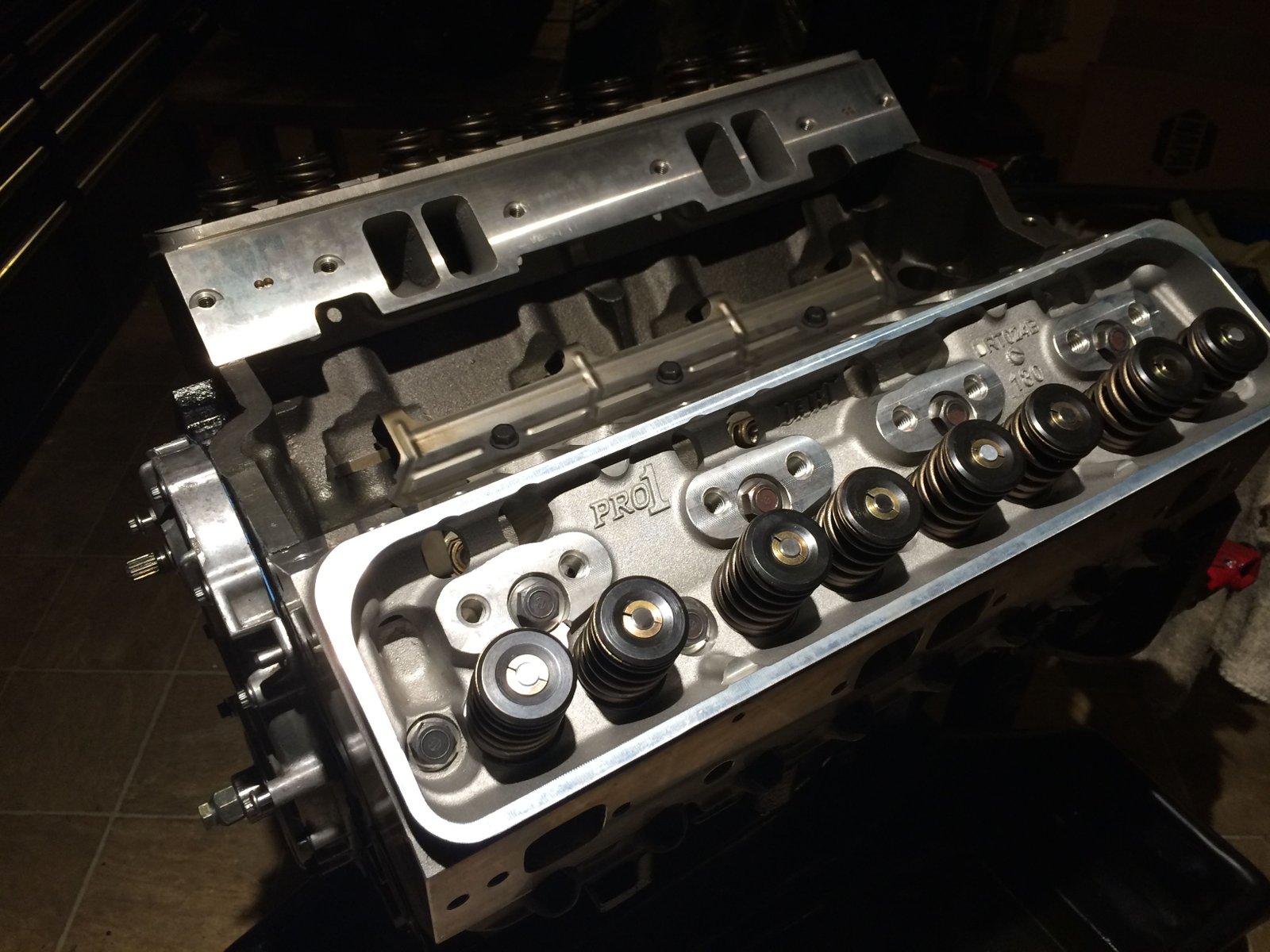
Dart Pro1 LT1 heads unported
|

Fresh out-of-the-box
|
|

stock head bolts holding this
down for now but ARP will be going in soon.
|

|
|

7.2" pushrods give this mark. Ok here on this intake
valve.......
|

On the exhaust valve I am not able to get the adjustable guide
plate moved to where the rocker tip is centered on the valve tip.
|
|

|

The guides have to squeeze closer together.
|
|

Still cannot get it.
|

I ground down the adjusting tabs so that they can move closer
together. Compare to the fixed guide under the ISKI guide.
|
|

|

Now onward to the head bolts. ARP
|
|

ARP thread goop.
|

ARP lube under the bolt heads and on the washers.
|
|

|

|
|

Every rocker is centered pretty much like this one.
|

|
|

Moving forward: The owner of this engine decided it would be
nice to run it in on the engine dynamometer. Also shown is a
Callies crankshaft stud which can also be used as a hub installation
tool.
|

Here is a Jeg's hub for '95 F-body, (delete the stock crank
reluctor and it will fit a '96)
|
|

Ready to test the oil system.
|

Melling 10552 oil pump takes it to 62psig. Factor that the
front oil galley plugs do not have weep holes which I have found to
give +5 psig of oil pressure.
|
|

All lifters have oil.
|

Now I have marked TDC on the stock damper using a modified ATI
timing pointer. Borrowed the valve covers from my 95 Impala SS.
|
|

|

GMPP LT1 Carb manifold installed.
|
|

My impala SS needed the red valve covers back...
|

Borrowed a set of Chrome ProForm
|
|

|

On the engine dyno to run-in for good ring seal.
|
|

|

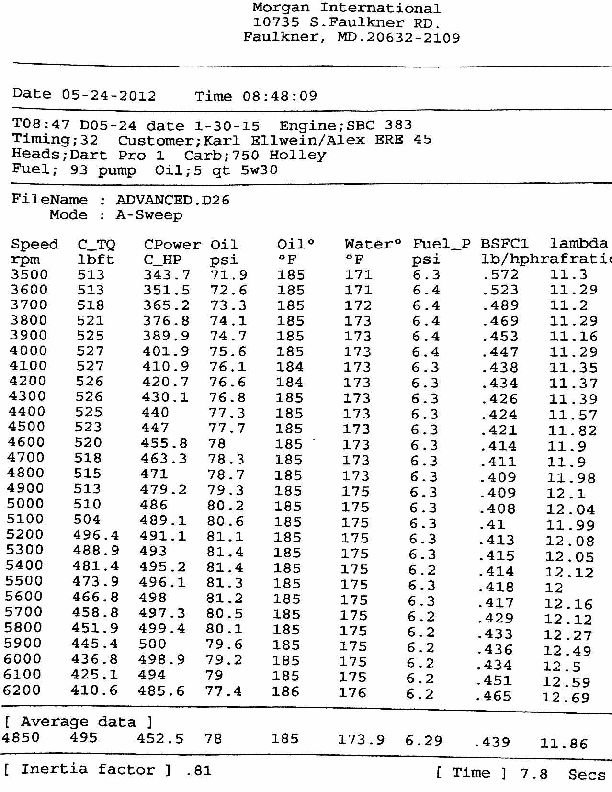
And here he is back at the shop after a better than expected dyno
session. 500hp at 5900 rpm and 527lb-ft at 4100 rpm
|
|

|

|
|

|

|
|

|
Upgrading to the H-Beam Callies compstar
connecting rod. Also going to a CNC ported TFS cylinder
head. The photos here were taken when swapping from the SCAT
rods to the Callies. The crankshaft was sent to Callies and
re-balanced.
|
|

Here we are in my new shop at 550 Camp Conoy Road. It took
quite a while to move and set up shop. I put down some vinyl
sheeting to protect my concrete floor prior to painting and sealing
it.
|

The block cylinder bores just had a nice hone with a dingle ball
hone. The final cleaning of the block will be after I do a
little bit of fitting and measuring.
|
|

Here in the main engine building shop I'm all set up for
production.
|

Close up of my hone job.
|
|

|

The crankshaft journals were polished at Callies and it was
rebalanced to 1721 grams. The mains measure exactly as they were
a few years ago. (all at 2.4482). I re-measured the main
bearings and made some adjustments. I like to have a bit more
clearance now-a-days.
|

The Clevite main bearings were all in excellent shape but I
replaced #2, 3, 4 with King X over-size so as to get .0020" to
.0024" clearance.
|

Trying to get my Callies dealership sign in the photo.
|
|

Block now thoroughly cleaned with hot soapy water and dried and
oiled.
|

Installed the crankshaft and checked end-play. Good at
.007".
|
|

|

Rod journals checked for size. They were polished at Callies
and maybe they were turned? They measure .0002" bigger than
my records from the 1st build..(which is funny because the crank
cannot grow). Just shows that right now I can only measure accurately
to plus or minus .0005".
|
|

Rod bearings are now the King brand, (standard size). I get
.0023 to .0025" clearance.
|

Fun photo.
|
|

Short block assembled.
|

Rod bolts torqued to 75 ft-lb and rod side clearance is .018"
to .020".
|
|

AFR CNC ported cylinder heads.
|

|
|

|
Blurry photo of the new camshaft. I
noticed the center hole being too small to fit an opti spark
shaft. This mistake is all too common with Comp. Back it
goes to the maker for a re-machining of the center hole.
|
|

More photos of the AFR heads. This is the combustion chamber
cc build spec. 58cc.
|

Heads are on and ARP head bolts torqued to 70ft-lb.
|
|

Also have the AFR pushrod guide plates (adjustable) along with new
ARP rocker studs, (which came with the heads). Not torqued
yet. The rockers need to be aligned over the valve tips.
When the camshaft comes back from Comp then I can install the lifters,
pushrods and rockers.
|
|