|

Spent some time removing metal for rod clearance.
|

Washed, dried and oiled.
|
|

Thread tapped the front oil galleys.
|

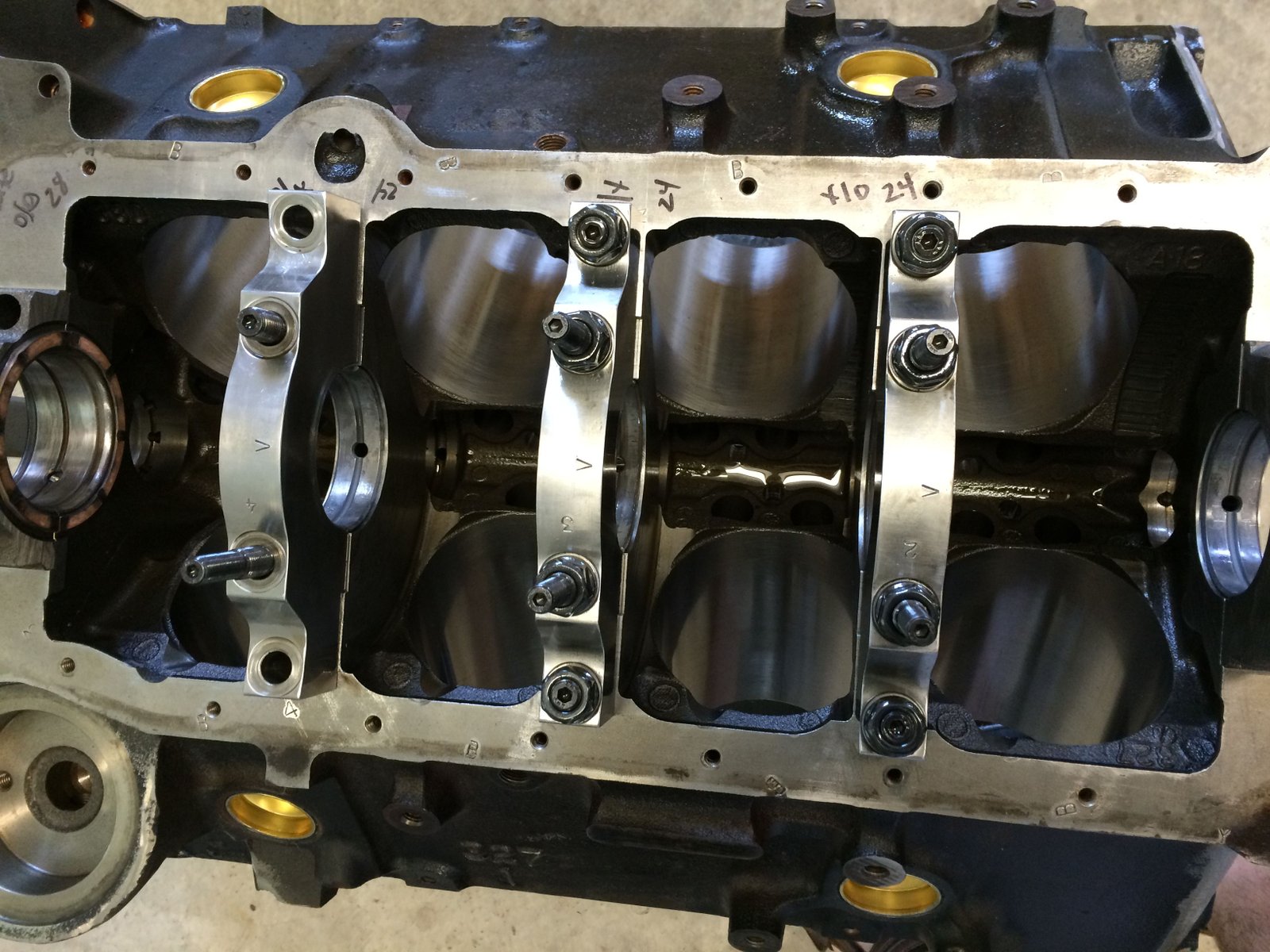
This block had Howard's billet caps installed by Artie in
Bladensburg, MD
|
|

King HP main bearings.
|

|
|

The crank main journals are .001" under.
|

|
|

|

This is what I ended up selecting for bearings. .001" top and
bottom for Main #1, 2, 5 and a mix of .001-STD. for #3 and 4.
|
|

Ended up using a .001" top and bottom for a .0025" oil
clearance.
|

|
|

|

|
|

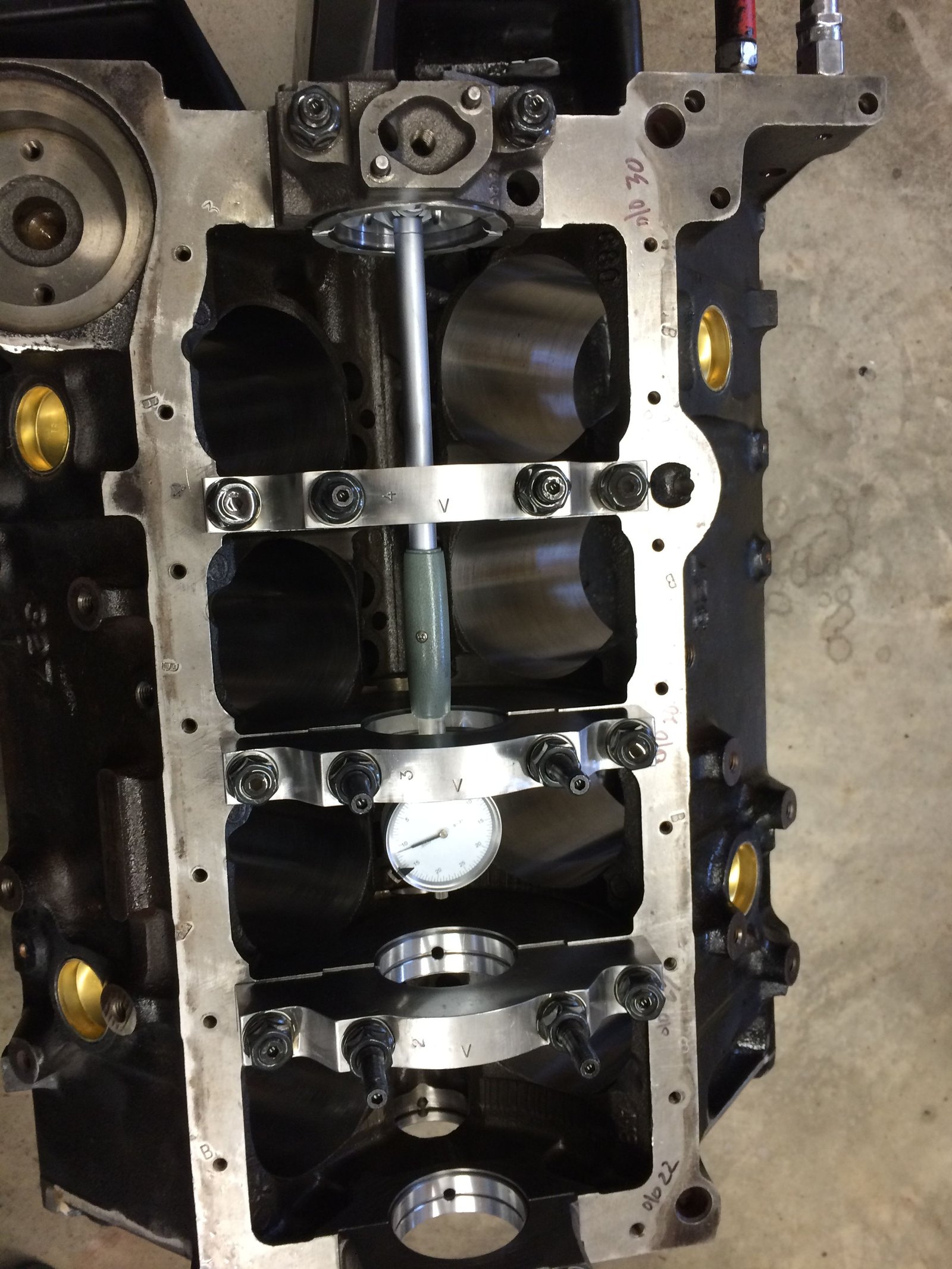
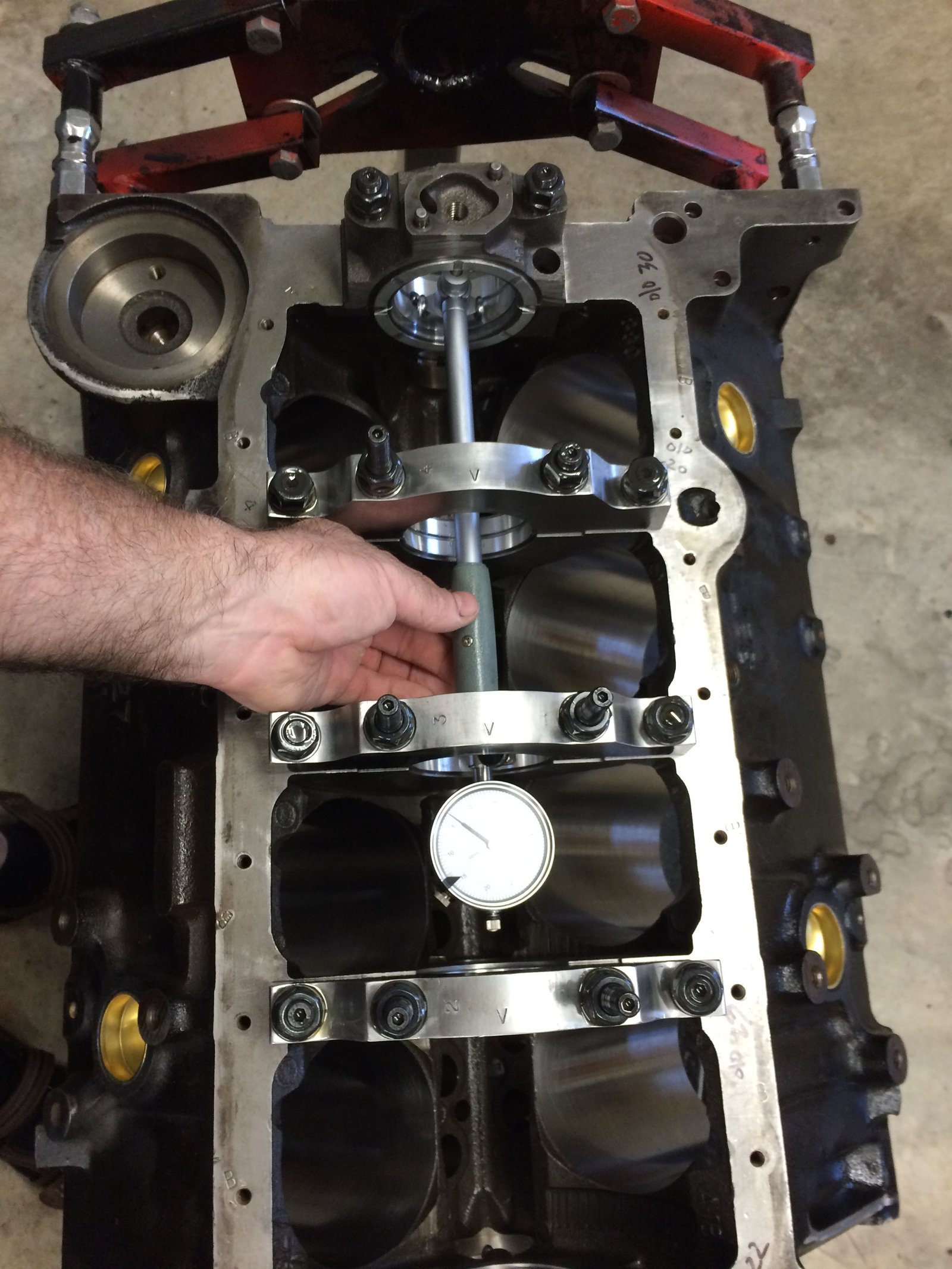
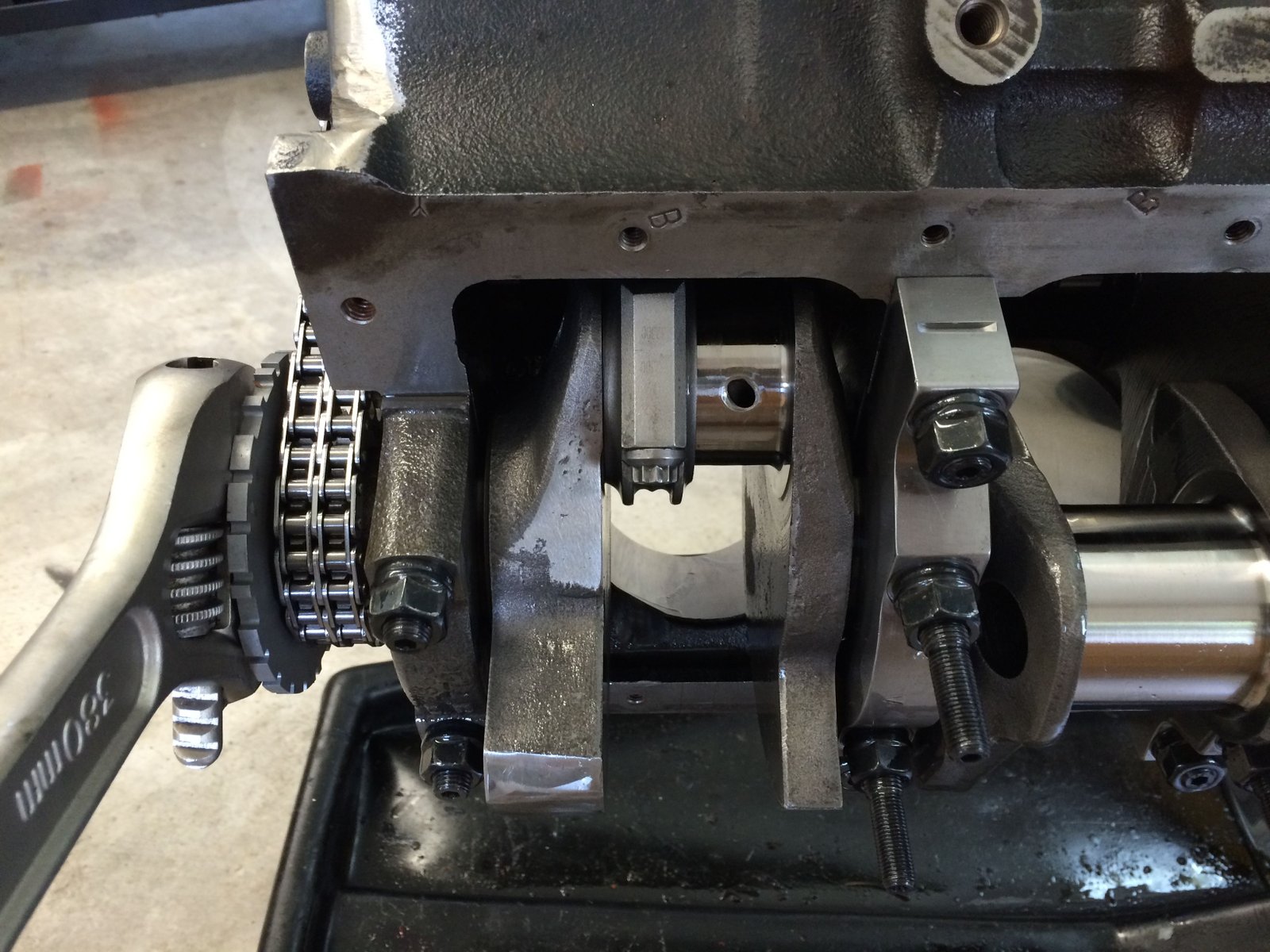
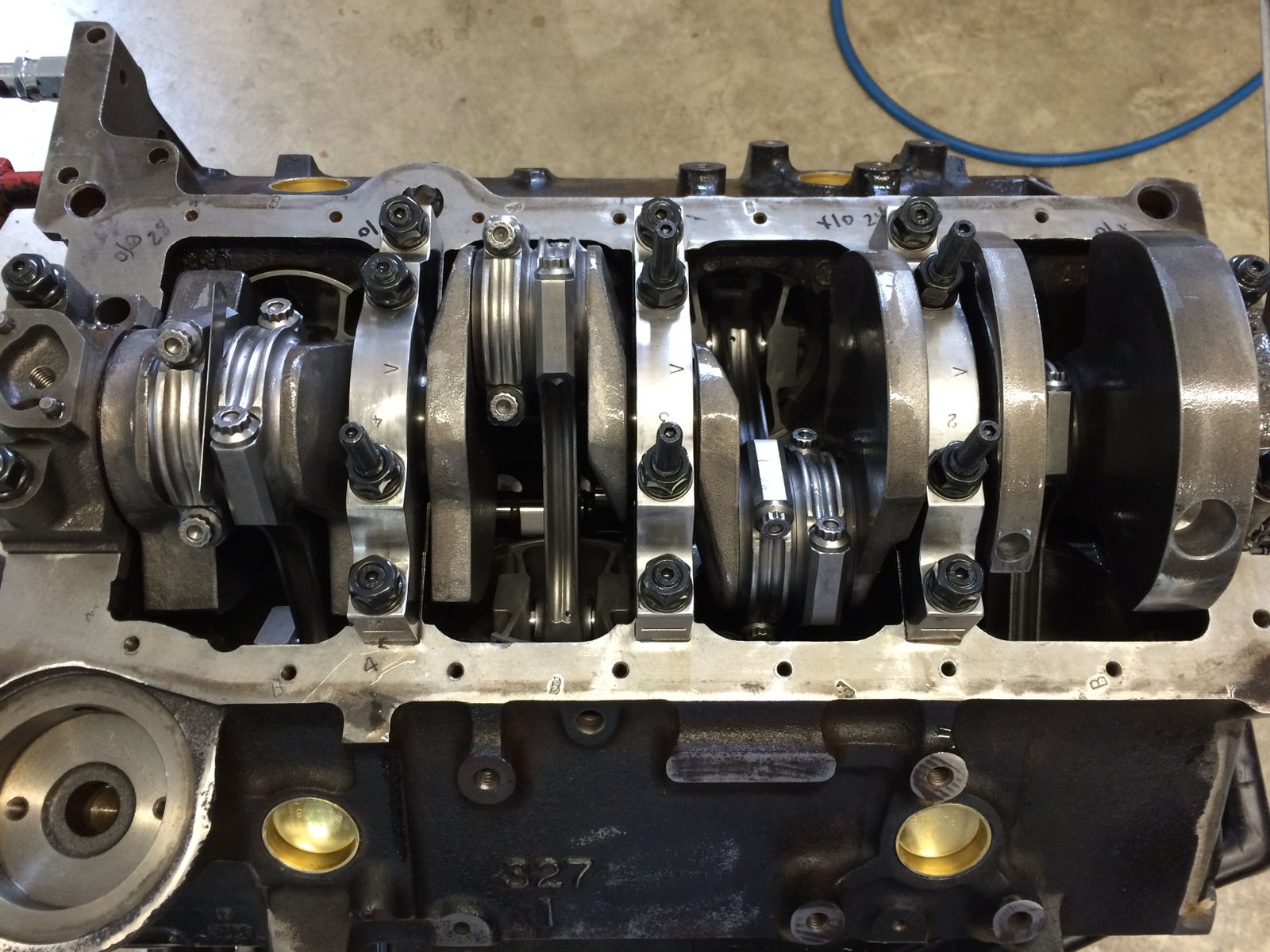
Alright. Crank in and spinning freely.
|

|
|

Thrust at .007
|

One rod/piston combo for checking deck height and rod bolt
clearance at the bottom of the block. Standard sized King
bearings give .0025" clearance.
|
|

Major delay: Crank counterweight is not cammed for a
5.7" rod. Will have to send back to Lunati.
|

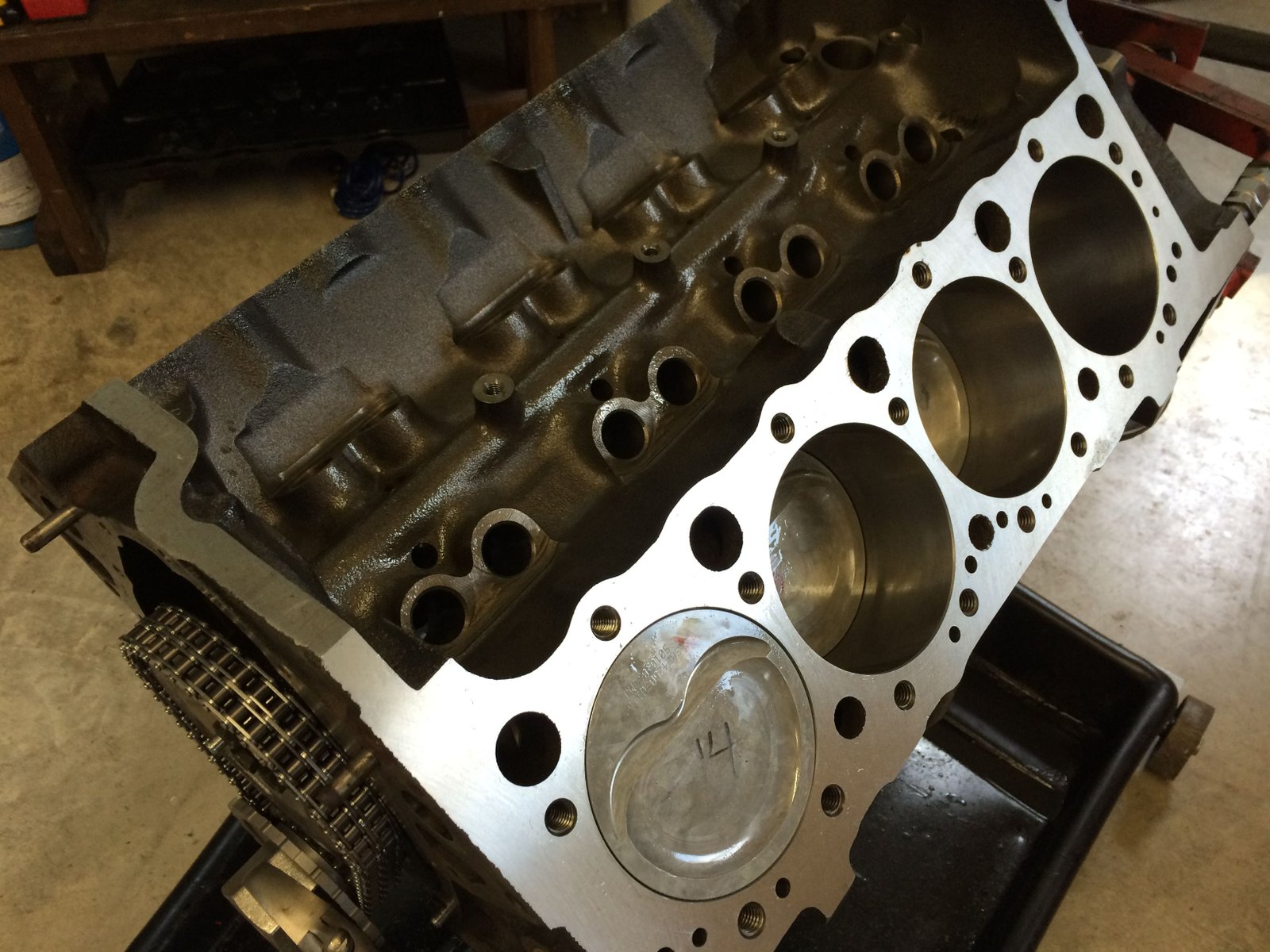
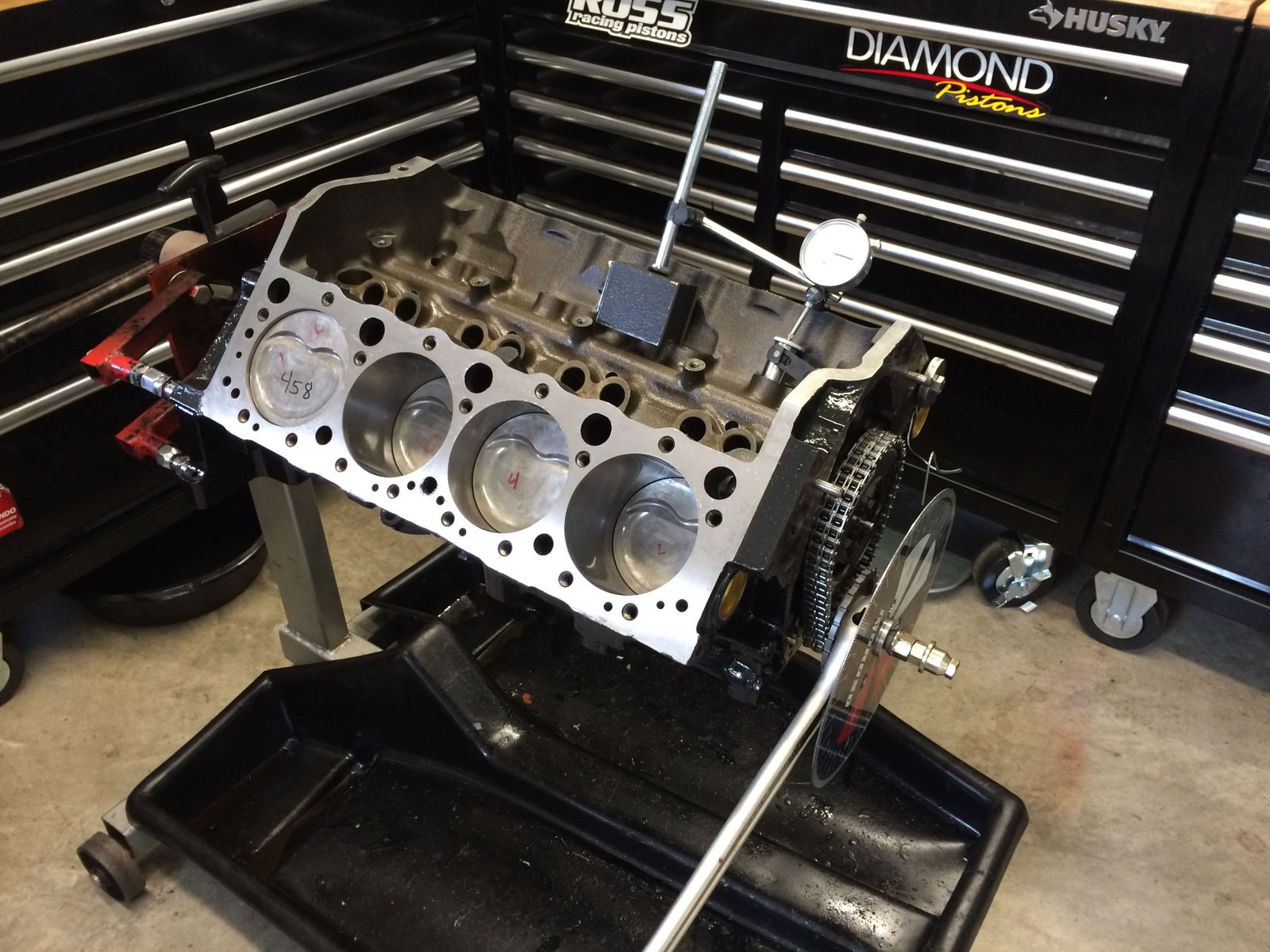
Block was square decked a minimum amount. The piston is in the
hole .014"
|
|

Here I'm finally working in my new shop. Been spending the
last 2 weeks moving and had to neglect the engine building.
|

Lots of space. Dedicated work station. Here is where I
crunched the ring gap to be .026"/.026" (mild forced
induction).
|
|

Total seal file fit rings.
|

|
|

|

1st and 2nd ring at .026"
|
|

|

|
|

|

|
|

|

|
|

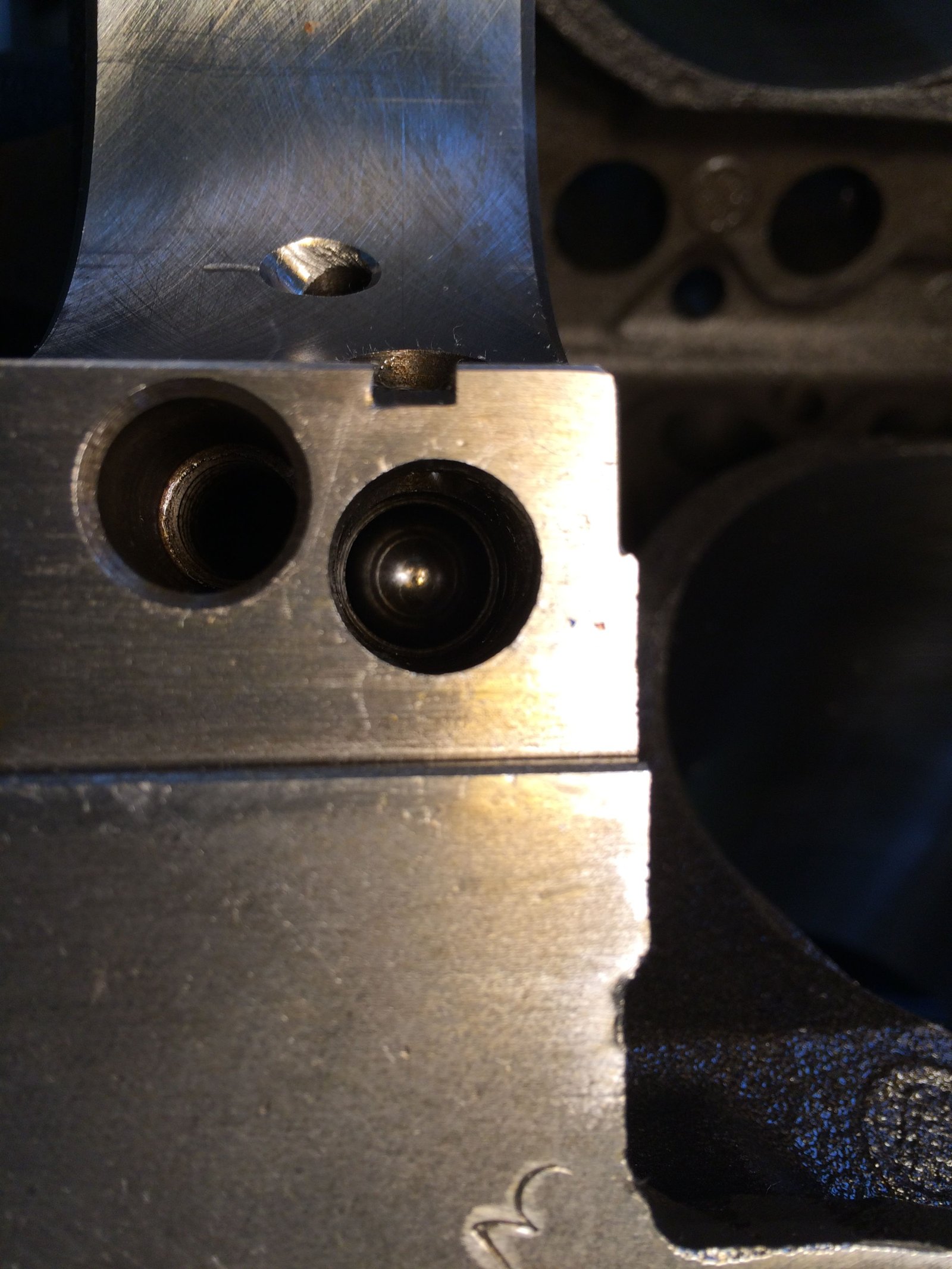
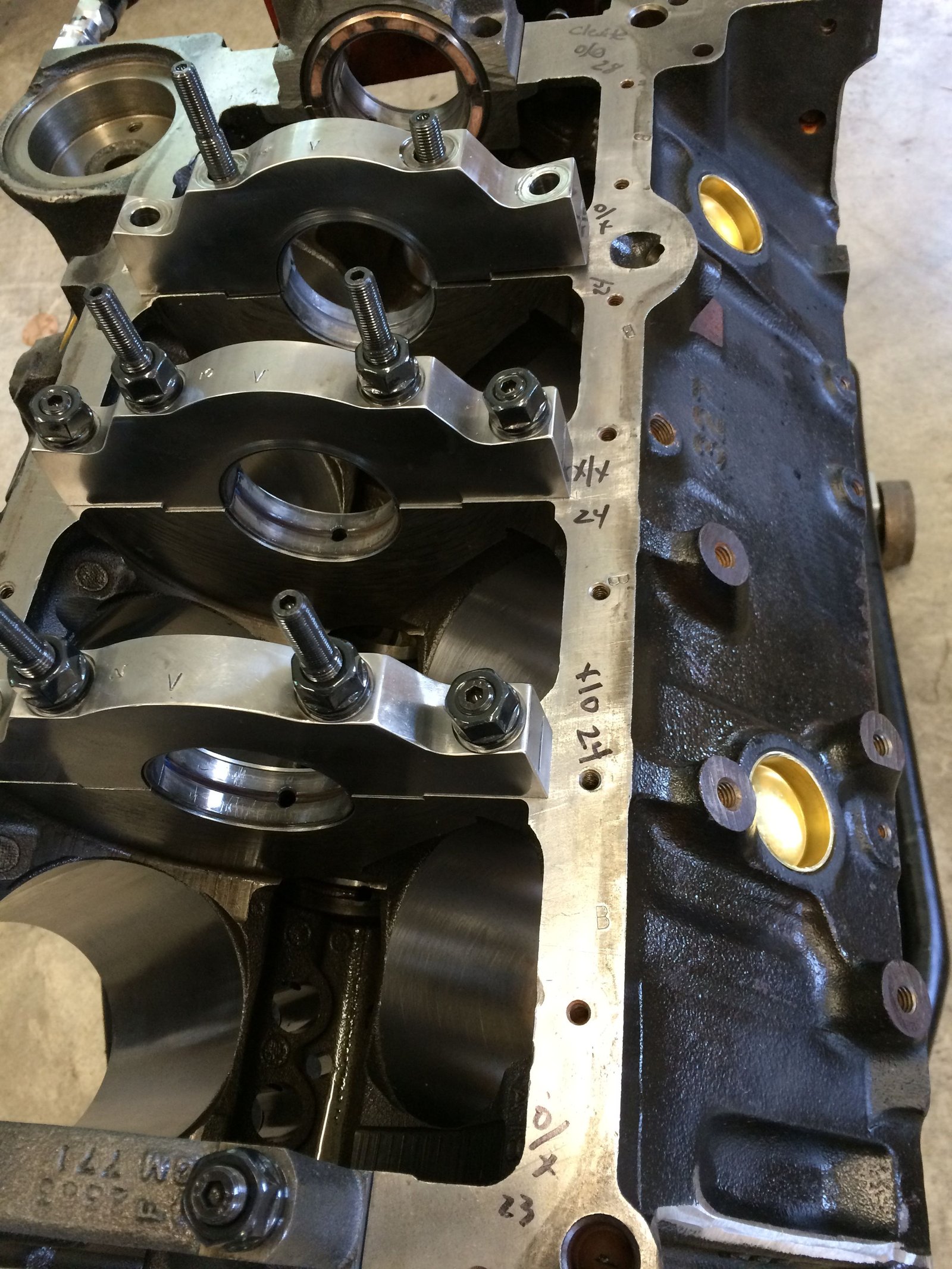
Oil galley ball installed. Notice the small scratch at the
thrust cap oil hole. That is a minor "oops" during the
grinding of that oil hole. No harm no foul.
|

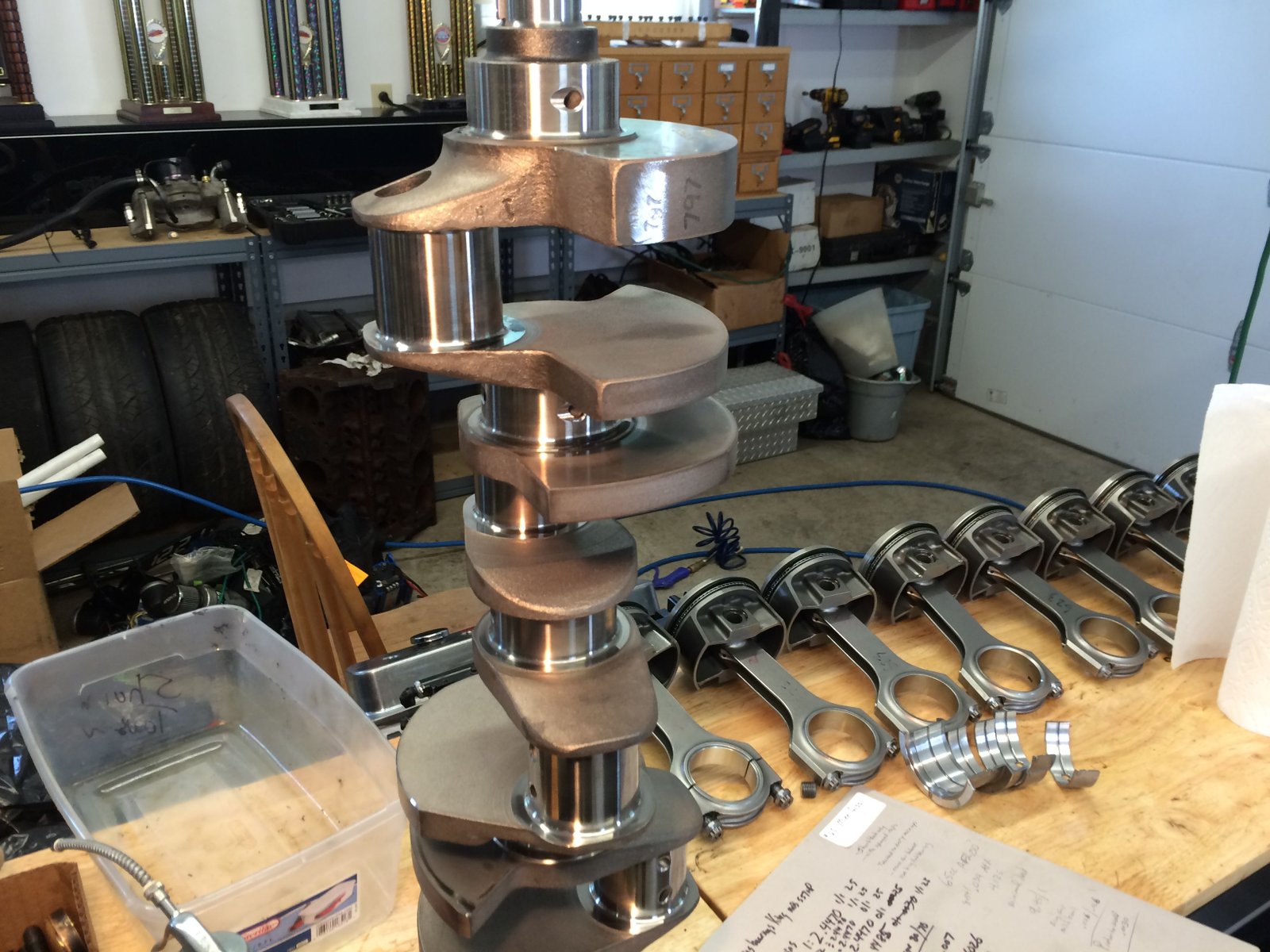
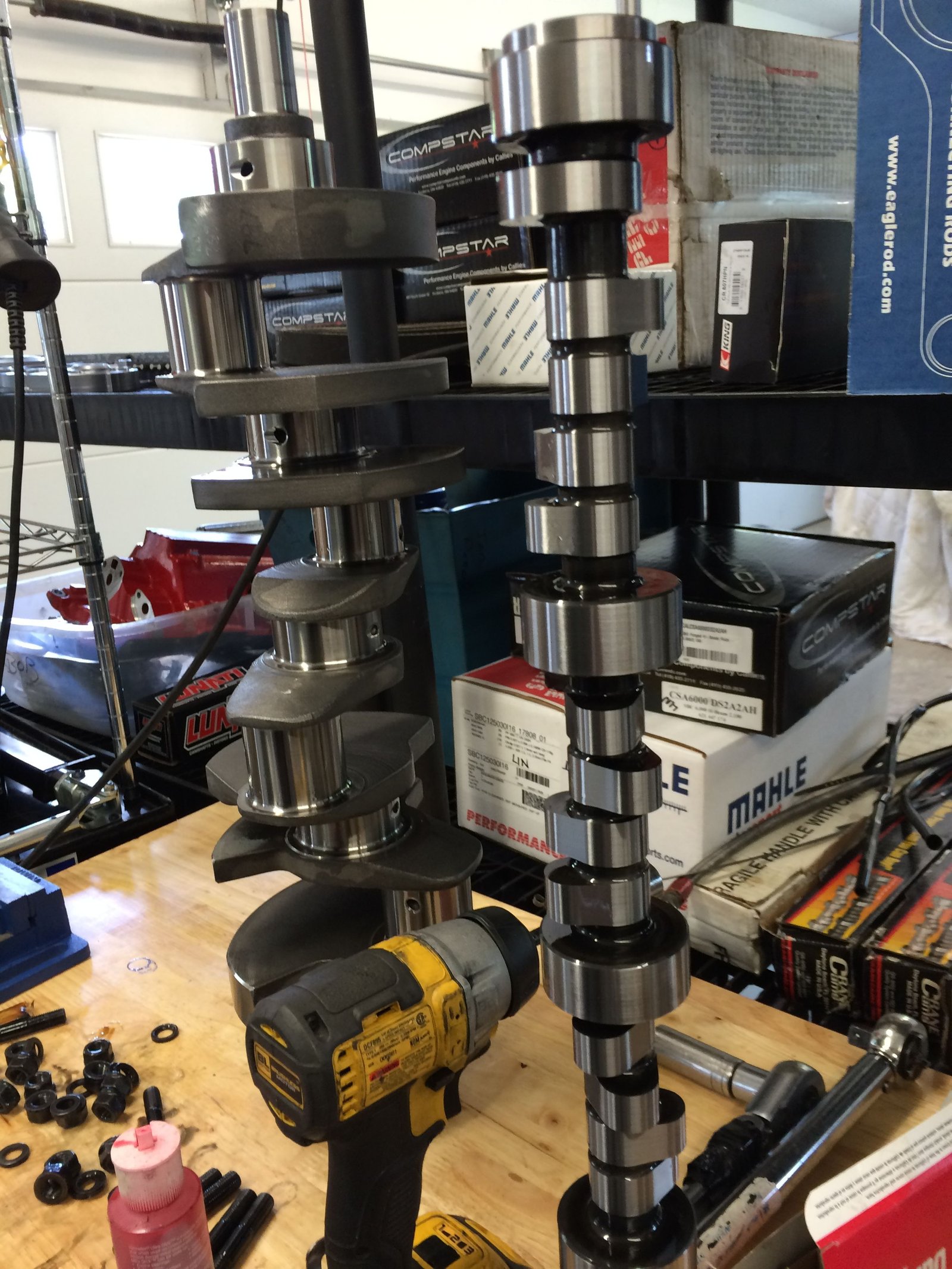
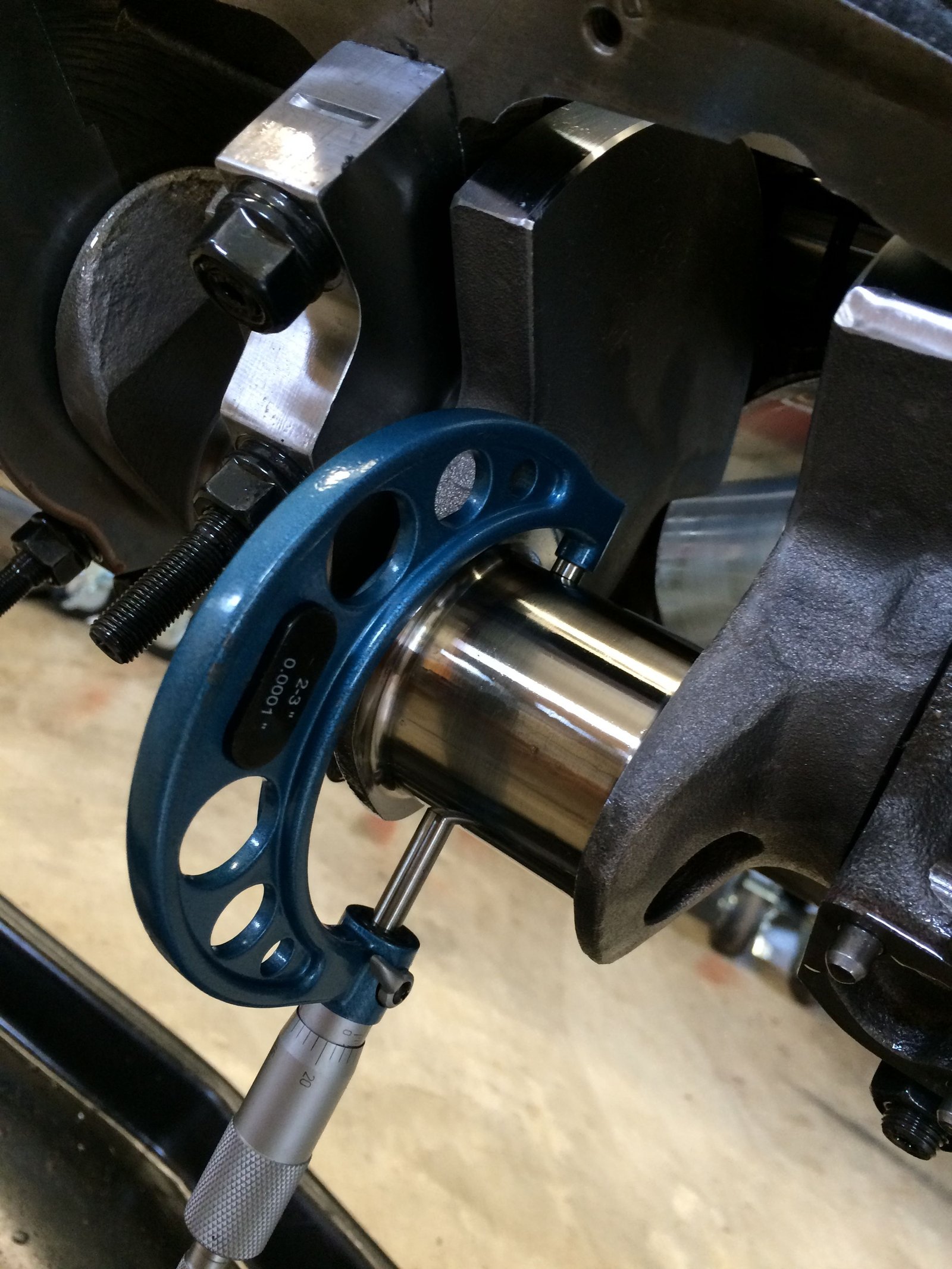
New SCAT 4340 forged crankshaft back from the balance shop clean
and ready for installation. It has 2.4482" mains that will
require a re-gauge of the bearing clearance.
|
|

|

Now with all standard size bearings. Generally tight main
bearing clearance. (not too tight).
|
|

|

Thrust is .006"
|
|

OK, the engine owner and I both discussed and agreed to make the
main bearing clearance a bit wider. That required switching from
King standard size to Clevite X size, (mixed with standard size).
|

|
|

Why not clean the crankshaft with my new Safety-Kleen parts
washer?
|

This is the very first item ever cleaned in this washer.
|
|

The camshaft from Lloyd Elliott.
|

|
|

Crank and camshaft after washing.
|

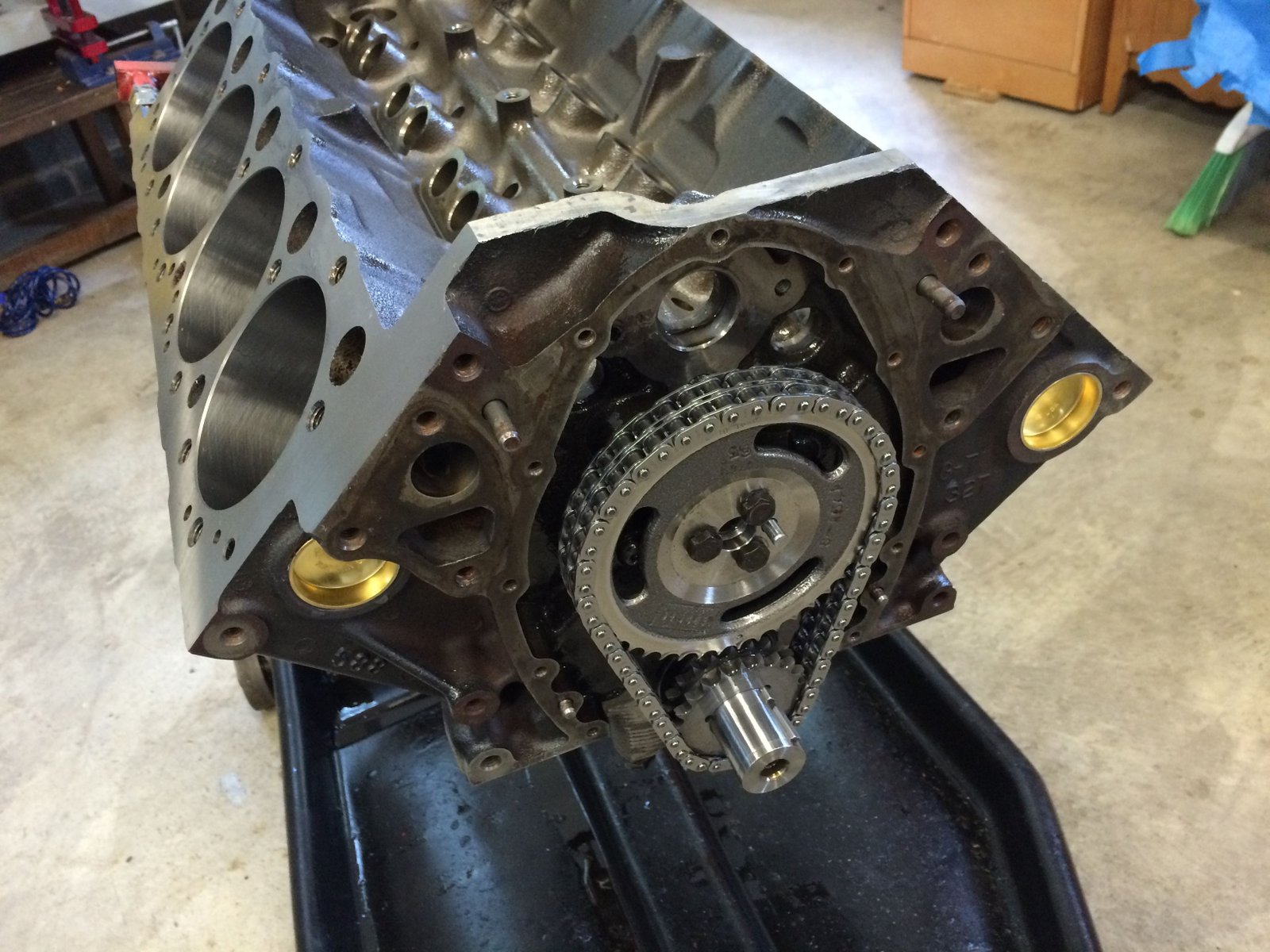
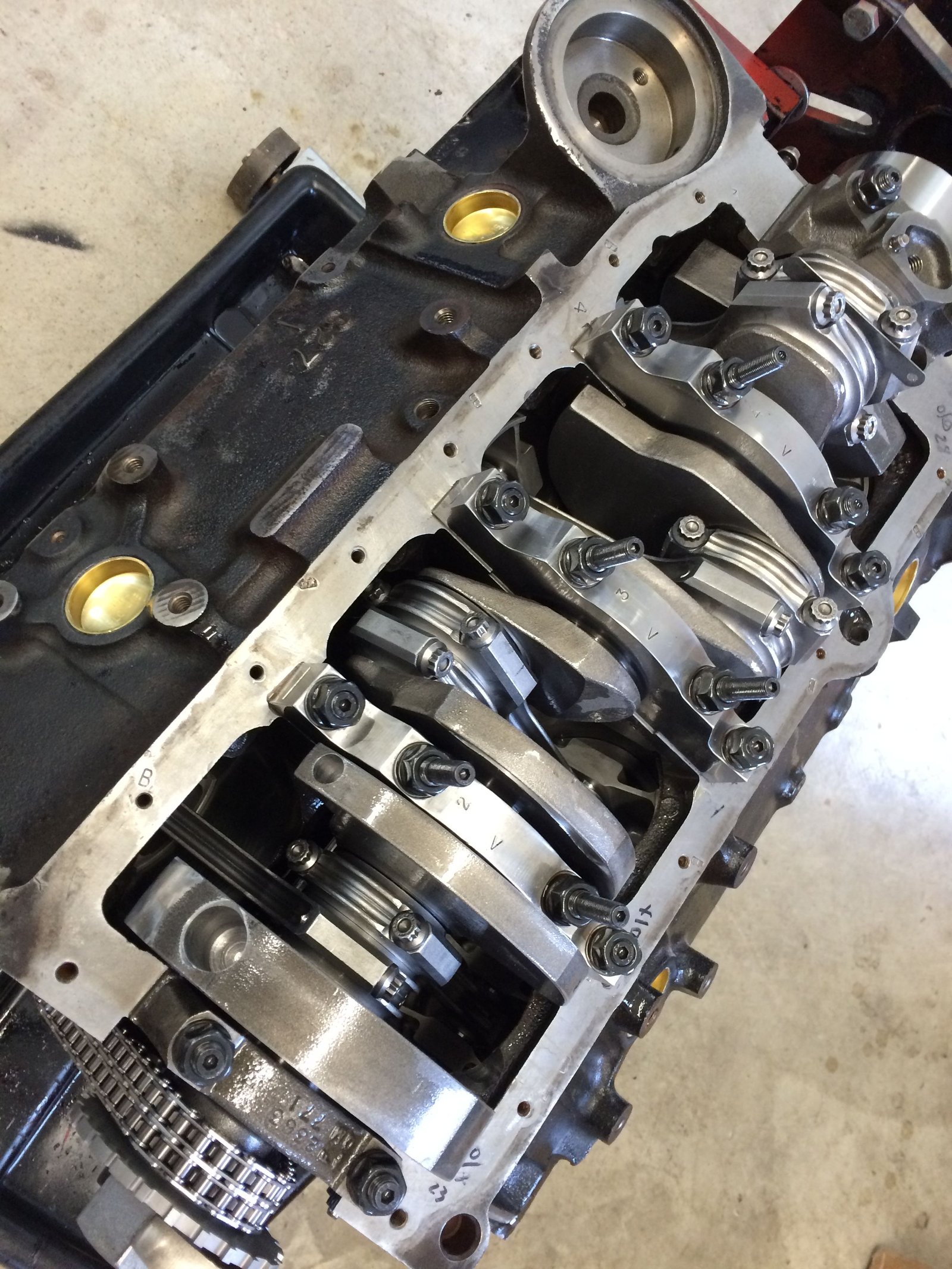
Cam installed and Cloyes double roller installed.
|
|

|
I have a fully insulated
shop and a window air-conditioner which is just keeping up in the 99
deg. summer. This is the temperature measured at my work bench.
|
|

|

|
|

|

Rod bearings from 0.026" to .028"
Rod journal on the SCAT crank is 1.0992"
|
|

|

|
|

|

|
|

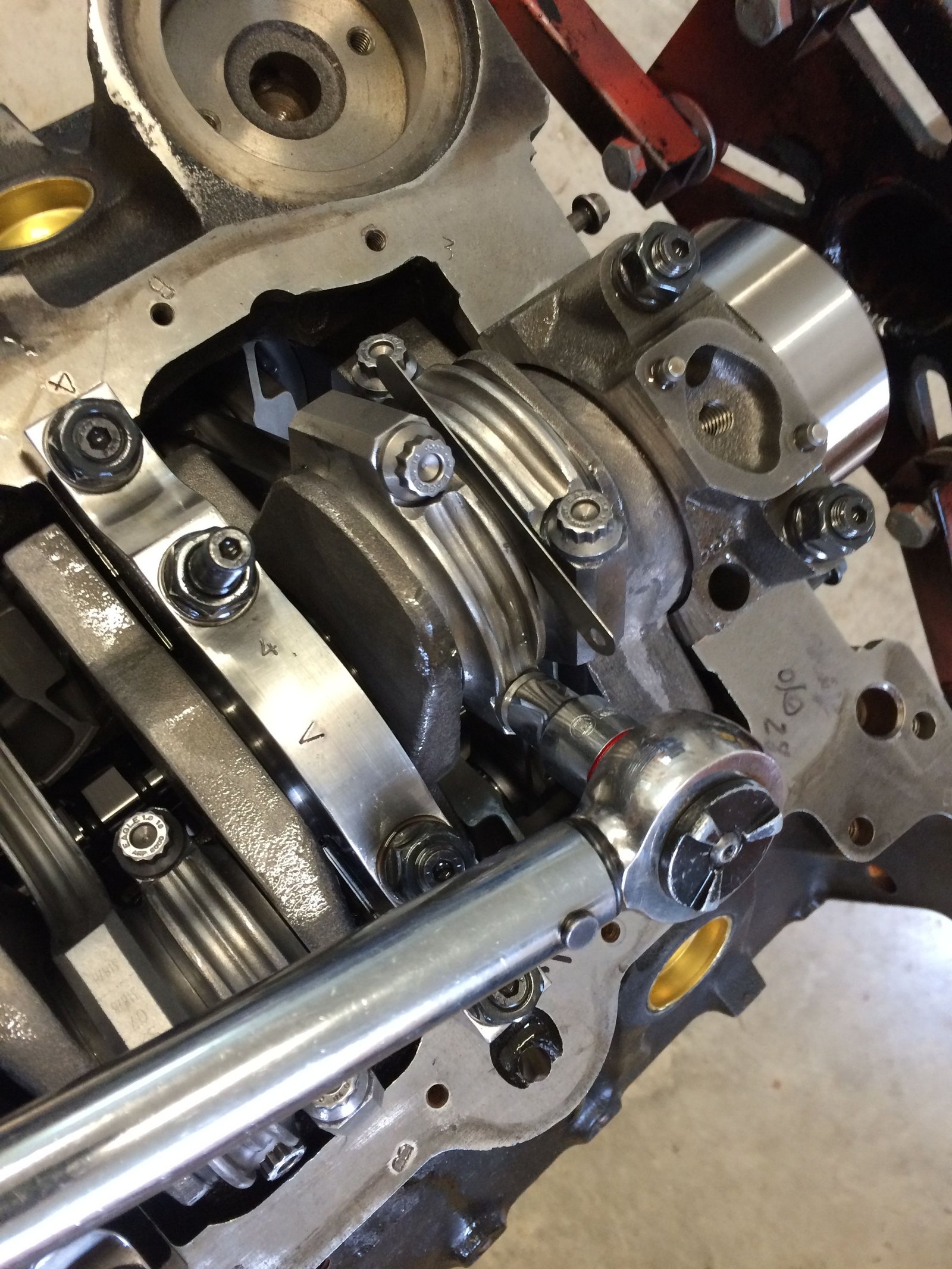
All rods/pistons installed. Rod side clearance is
.020". Rod bolts torqued to 75 ft-lb.
|

|
|

|

|
|

|
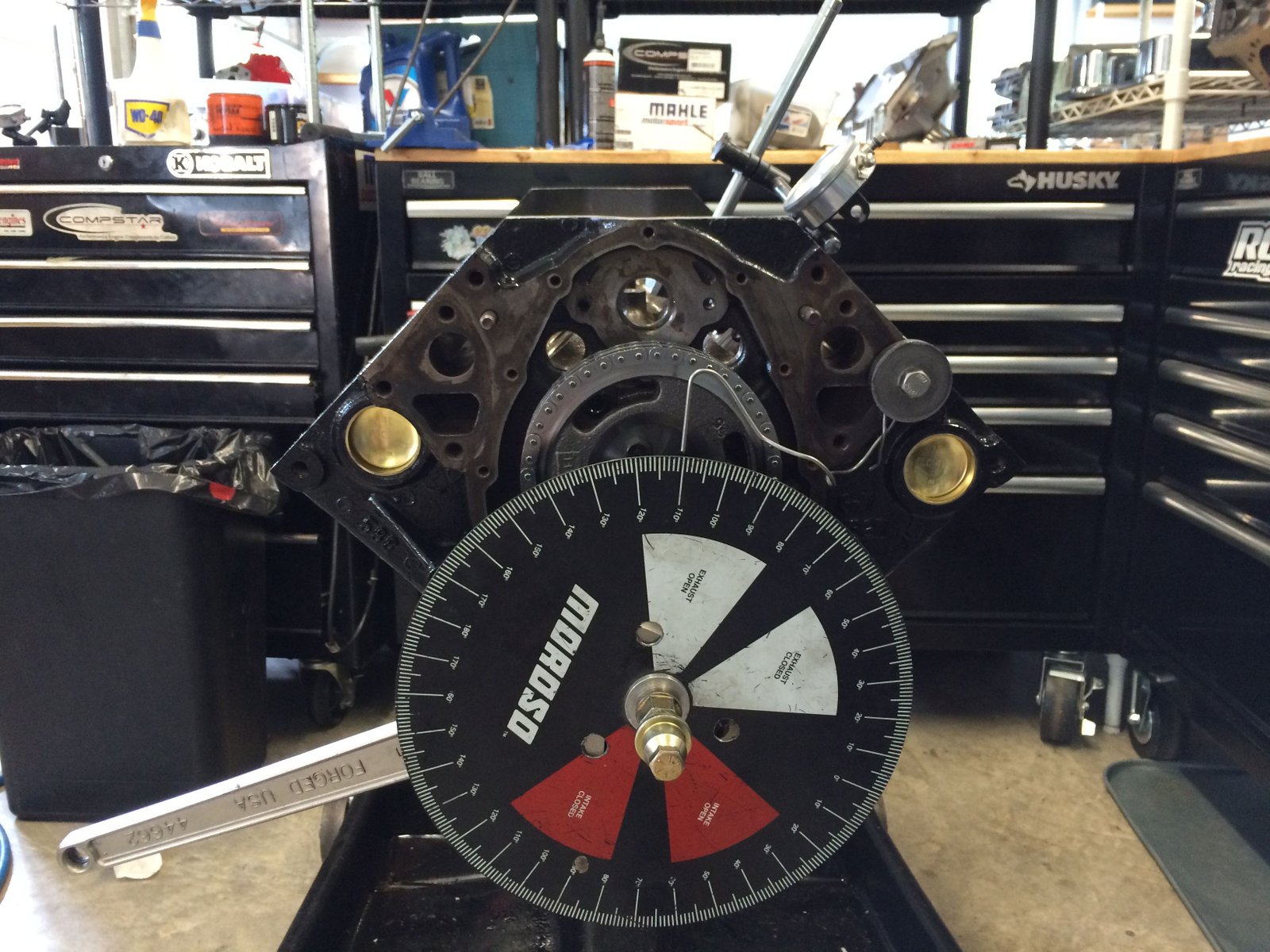
Next step is to degree the camshaft and
paint the block with POR-15.
|
|

Painted last night and allowed to dry. Some touchup today
and while allowing for the paint to dry I can degree the camshaft.
|

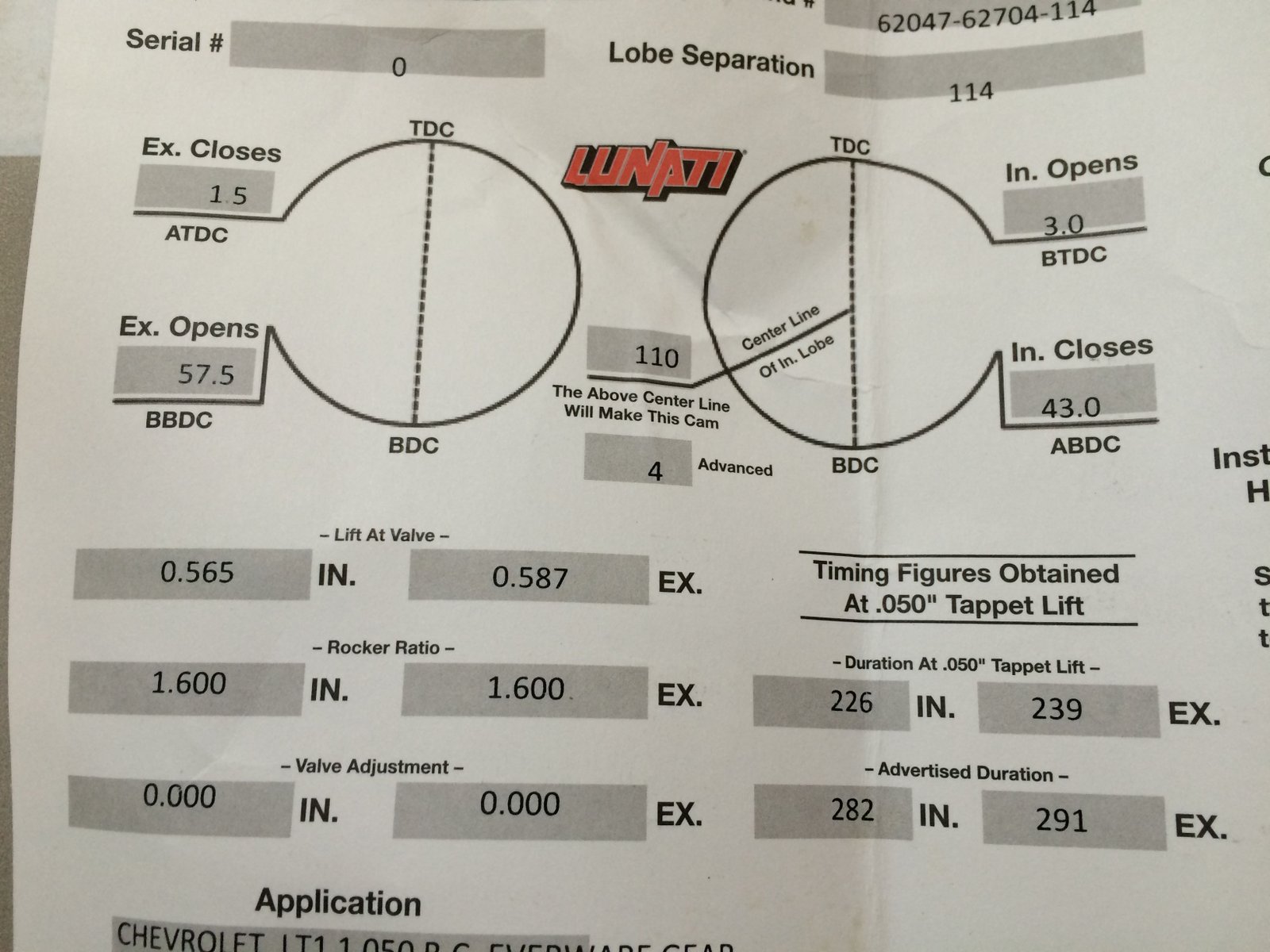
Intake centerline on the cam card is 110 and that is what was
measured. Crank sprocket at zero.
|
|

A few other cam checks were Intake open @.050" as found was 2
deg BTDC (card spec = 3). Exhaust valve open at 57 deg BBDC (card spec
= 57.5).
|

Cleaned the head bolts and the Melling 10552 oil pump.
|