|

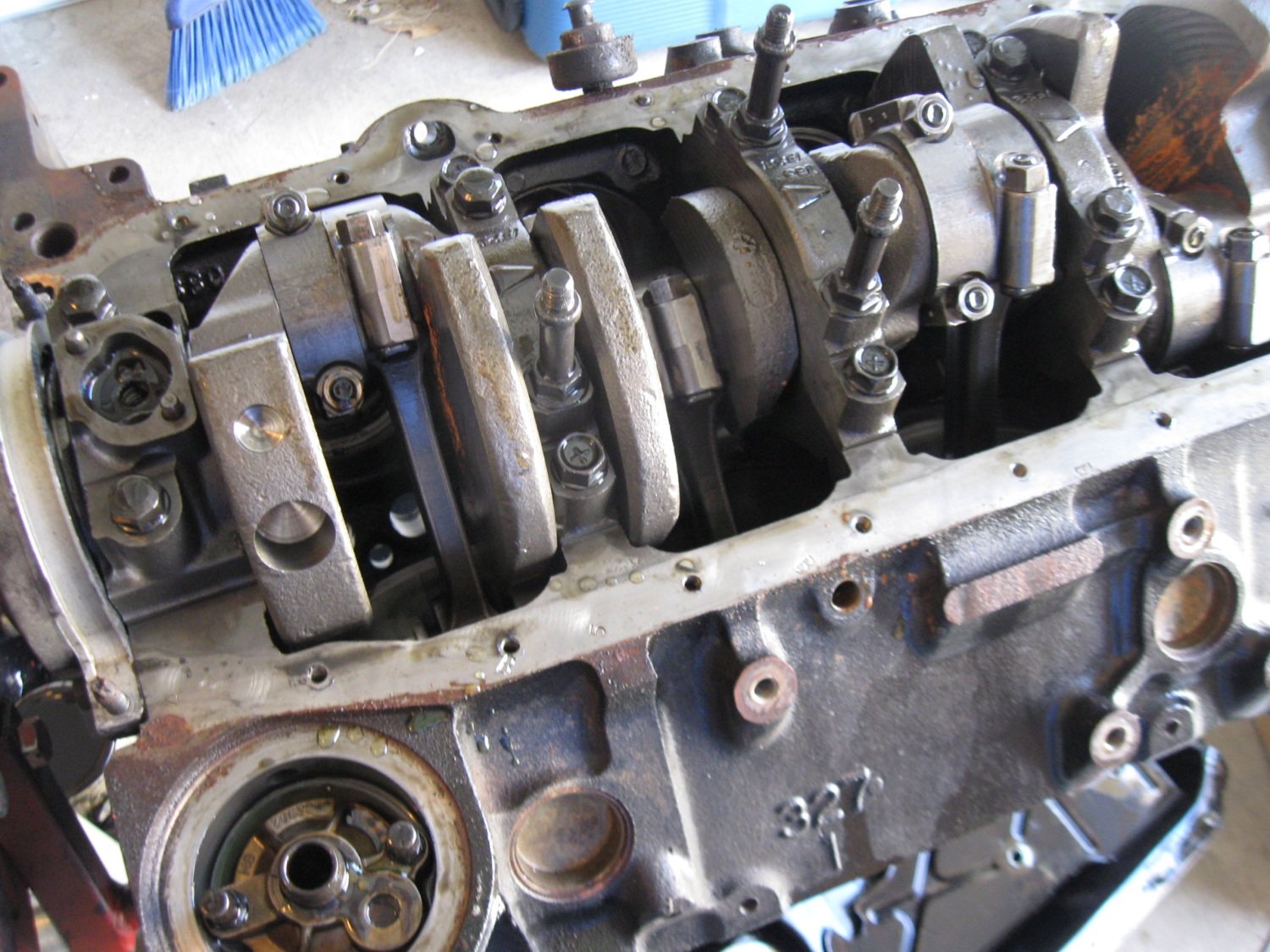
Tearing apart the engine core. I have numerous hub pulling
tools.
|

This is the view after removing the windage tray and oil pump.
|
|

#6 rod bearing is spun. The rest are mostly ok.
|

It is a nice day today and so I have the garage door
open. Good light for photos.
|
|

Main caps off.
|

Crank shows #6 rod and #4 main spun.
|
|

In the mean time...the oil cooler/oil filter adapter is cracked in
half.
|

Maybe this caused coolant to seep into the oil and contaminate it,
which caused the rods/mains to spin.
|
|

Look at the cam bearings. They are all in brand new condition.
|

Cam bearing is absolutely perfect conditon.
|
|

The front cam bearing is pristine.
|

Notice the black heat damage at #4 main.
|
|

Here is a close up. This is from the spun main bearing.
The heat blackens the journal and makes it brittle. I will
have the machine shop check for cracks.
|

It is possible that this is brittle and cracked but chances are it
is ok. I have a 350 LT1 that has 2 blackened mains and it is
still running strong after 10 years.
|
|

The block is ready for the machine shop.
|

The mains will be align honed using ARP and Milodon studs.
|
|

Balance notes: Data for the balance shop.
|

Howard's billet rods, (6.0")
|
|

Rod is simply checked to see if it is in fact 671g total like the
rod build card says.
|

It is 470g big end and 201g small end via the card and 671g total
verified. by scale.
|
|

Neat packaging of the billet rods.
|
Love the shipping box for the rods.
|
|

For the piston/rings etc I weigh all
separate and then all as a set. Piston 413g, Rings 35g, locs
2g, Pin 116.5g (and weighed as a unit = 566.6g)
|

The block came back from the machine shop blessed off and in good
shape. So now I mock up the rotating assembly and mark the
block for clearance grinding.
|
|

Mahle piston and billet rod.
|

Another photo of the billet rods.
|
|

Crank in place. This counterweight is wide and I need to give
extra clearance at this spot.
|

|
|

|

Rod/piston in and the block is marked at each location for grinding.
|
|

Block is now clearanced and cleaned. Time to move
forward. Camshaft in.
|

Swain coated main and rod bearings.
|
|

Howard's forged crankshaft.
|

bearing/assembly lube.
|
|

Caps on and torqued. Thrust is .007"
|

Piston/rod assembly.
|
|

Nice view of the billet Howard's rod and Mahle piston.
|

Ready for piston rings.
|
|

Ring file-fitting. Top at .022" and 2nd at .024"
|

Rod bearing clearance .0022"
|
|

|

Degree of cam. It should be 106 ICL
|
|
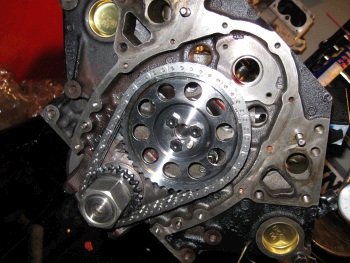
Nice view of the Rollmaster timing set from Scoggin-Dickey
|

Cam timing at 106 ICL (with the crank sprocket at -2)
|
|

Installing the pistons.
|

A photo of the Swain coated rod bearings.
|
|

Stretch rod bolts to .005"
|

Clearanced just enough.
|
|

Bottom.
|

Cleaned up the windage tray and bend the center of it to clear the
rods.
|
|

Oil pump pickup at about 7.5"
|

Block head-deck cleaned and ready for gasket.
|
|

Piston is .010" down in the hole. This is a GM Impala
gasket at .029"
|

Head bolts with stainless outer row.
|
|

|

|
|

|

Ai provided pushrod length checker.
|
|

7.050"
|

Water pump drive hole sealed with Kennedy $.50 piece.
|
|

Oil pan cleaned and blown with air.
|

I'll touch up that oil pan later with POR15
|
|

|

|
|

Oil pressure check...60psig.
|

Prep for intake manifold
|
|

|

Photo of the SFI spec damper.
|
|

New rear main seal installed, a bit more paint added in spots that
were blocked by the engine stand.
|

Pushrods arrived yesterday. Installed today and set a 1/2 turn
past zero lash.
|
|

|
|